100�ݼ���ϩ����������[(CH2==CH)(CH3)SiO����Ħ������Ϊ 0. 125%, ((^3)2˵0����Ħ������Ϊ 99.875%����CH2=CH) (CH3)2SiOV2���ڷ�ˣ��� ����Ϊ10 000 000 mmVs]�У�����40�ݳ�������̿�ڣ�Nipnsil LP���ձ�����ʽ ��ţ���4�ݽṹ�����Ƽ����ۺ϶�13��a��w-���ǻ��۶��������飩������ϻ��л� �����ȣ�150��C����4h��Ȼ����˫�����������ܻ�����ɽ��ϡ��ٰ���6��39�䷽����� �ֹ��ͼ�����������˫���������ϻ������ȣ����ţ��ښ�100�ݻ��������м���0.4��
˫���壬��˫�����ϻ������ȡ��������������������Ƽ�����ģ�ԡ��Խ���ģ�ߵ��� Ⱦ�Լ��Ƽ��������ԣ�������ڱ�6-39��
|
�䷽��� |
1 |
ft 6-39 2 |
������Jl
3 |
!������
4 |
�����䷽2
5 |
������
6 |
7 |
8 |
9 |
|
�䷽ |
|
��������/�� |
90 |
90 |
90 |
100 |
90 |
90 |
95 |
90 |
90 |
|
����A����/�� |
4 |
0 |
0 |
0 |
8 |
0 |
4 |
0 |
0 |
|
����B����/�� |
4 |
4 |
4 |
0 |
0 |
8 |
0 |
0 |
0 |
|
����C����/�� |
0 |
4 |
0 |
0 . |
0 |
0 |
0 |
0 |
0 |
|
����D��/�� |
0 |
0 |
4 |
0 |
0 |
0 |
0 |
8 |
4 |
|
���������F/�� |
10 |
10 |
10 |
0 |
10 |
10 |
5 |
10 |
10 |
|
�Խ���ģ�ߵ���Ⱦ�� |
% |
�� |
�ޣ� |
�� |
�� |
�� |
�� |
�� |
�� |
|
��ģ�� |
|
��ģ��/N |
22 |
22 |
24 |
51 |
24 |
19 |
34 |
40 |
33 |
|
������ģ��/% |
0 |
0 |
5 |
95 |
40 |
0 |
70 |
95 |
70 |
|
������ |
|
���κ� |
���� |
���� |
���� |
|
���� |
���� |
���� |
���� |
���� |
|
������ |
���� |
���� |
���� |
|
���� |
���� |
���� |
���� |
���� |
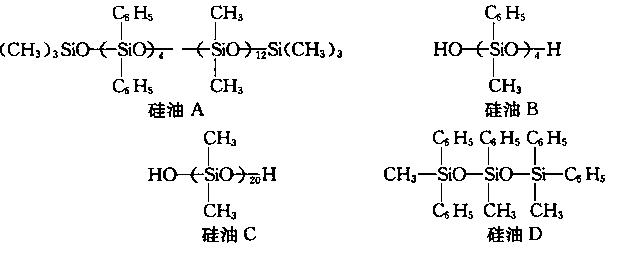
��6��39�й��͵Ľṹʽ:
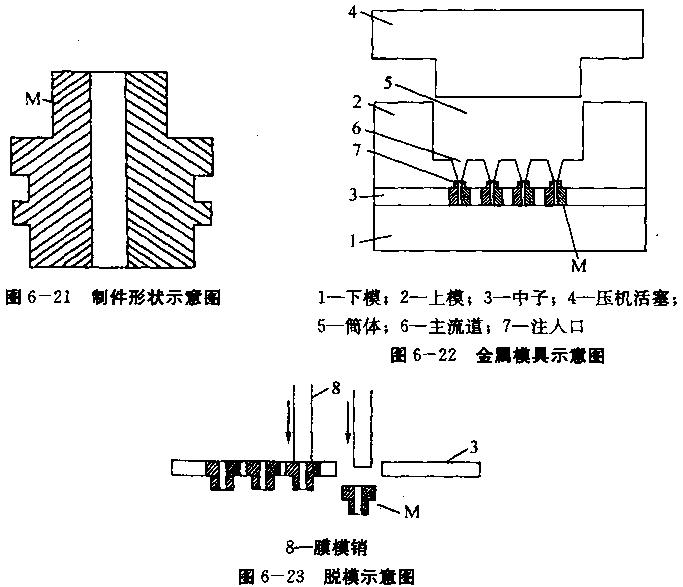
�Ƽ�����ģ�ԣ�����״��ͼ6��21���Ƽ���ͼ6��22��ʾ�Ľ���ģ���г��Σ�1ģ16 �������������������ģ���У�175 C��ѹ��5 min;��ģ�ߣ���ͼ6��23��ʾ�ķ� ������ģ����100 mm/ min���½��ٶȲ����Ƽ���ģ����Ҫ��������������ģ����ģ���� ���ı�����
�Ƽ��Խ���ģ�ߵ���Ⱦ�ԣ���ֱ��5 cm����3 mm��Բ��״��Ʒ��175 1����ѹ�� 5min?ͬһģ���ظ�����50�κ۲�ģ�߱������Ⱦ�����
�Ƽ��������ԣ��������Ƽ���200 C�����¶�����4 h;���۾��۲��Ƽ����� �ڶ�����ǰ���Ƿ�����״��������
��6-39�������������2�ֹ��Ͳ��õĻ�������(�䷽1〜3)�����ģ�Լ��� ���������Զ����ڲ��õ�һ���͵Ļ��������Ҿ�û����Ⱦ����ģ�ߡ�
���������䷽�����ӷ���һ�˴�Si-OH���ļ���������Ҳ�����Ƶüӹ������� �������Ի�������




 �չ������� 32028102000035��
�չ������� 32028102000035��