挤出成形
挤出成形法也称压出成形法,是混 炼硅橡胶在挤出机螺杆的挤压下,通过 一定形状的口模连续成形的方法。混炼 硅橡胶一般先在开炼机上返炼,也可用 冷喂挤出机喂料挤出。生产胶管等中空
制品时,机头内要加装芯棒及支架。硅橡胶的挤出成形工艺应用很广,胶管、电线包覆、 电缆护套及各种断面的挤出制品都采用这种方法成形。在挤出中应注意:制品从口模挤出 后的膨胀和硫化前的变形;表面吸尘;挤出机的冷却,使温度控制在50 t;以下,以防止 胶料焦烧和硫化剂失效;胶料在挤出机中的不正常滞留。
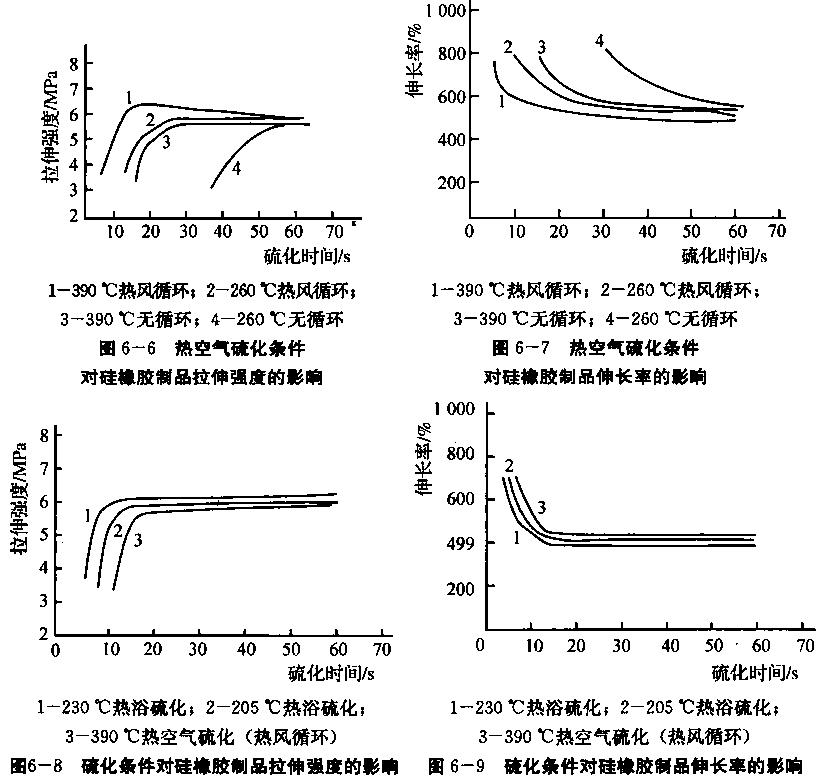
挤出成形的硫化方式主要有热空气硫化(HAV)、热浴硫化(HLV)、蒸汽硫化 (CA)。热空气硫化是挤出制品常用的硫化方法。硫化炉一般长1〜2 m,温度控制在 200°C〜500 °C,挤出制品在炉内的停留时间为5〜120 S,热源为电加热,以对流和辐射方 式加热。在硫化过程中,炉内要加强空气流动以除去挥发的气体。硅橡胶采用热空气硫化 时,采用的典型硫化剂是DCBP。热空气硫化条件对壁厚为2 mm的制品拉伸强度和伸长 率的影响分别见图6―6和图6―7。
热浴硫化法也称高温液体硫化法,是将挤出制品连续通过热浴进行硫化,然后洗去表 面吸附的热载体的方法。其硫化速度比热空气硫化速度约快2倍,热浴为添加有抗氧剂的 聚乙二醇。图6-8、6-9分别为硫化条件对硅橡胶壁厚为3. 2 mm的18 AWG电线拉伸强 度和伸长率的影响。
蒸汽硫化法是将挤出制品置于蒸汽罐中硫化的方法。硅橡胶挤出制品采用蒸汽硫化 时,制品可直接接触蒸汽或浸人水中。硫化条件一般为0.28〜0.56 MPa蒸汽压力下 5〜30 min。硫化时温度应尽可能高,快速升温,达到定形目的。蒸汽压力低于0.17 MPa 时,制品易起泡。采用硫化罐蒸汽硫化的桂橡胶挤出制品容易出现表面发黏的现象。这除 与操作方法有关外,一般应采取多加硫化剂的措施。连续蒸汽硫化条件为0.7〜1.7 MPa 蒸汽压力下15 s。此工艺能适应高速挤出(150_/min)硅橡胶电线电缆的生产。




 苏公网安备 32028102000035号
苏公网安备 32028102000035号