�����������������ƹ���[4~7]
•�����ϴ��Ʒ�ֿ�����������װ�����ƻ������Ļ��ϣ��Ƚϵ��͵Ĺ������� ���¡�
������������ǿ���ϡ��ṹ�����Ƽ������ø��л��װ����100��C~200 ��C�»� �ϣ��Ƴ���������������״��������������˫�ݸ˻������������μ��е��ݸ˻��� �������У��ڸ������»����ȴ������������ƻ������Ļ���[4��5]���乤�չ�����ͼ 6-2��ʾ��
�����Ϲ��ϱ�P2��21 000��BET���ȱ� ���Ϊ300 m2/g�����෨��̿�����˼����� T���У�ͬʱ��50 000�ݼ���ϩ���������� �����ϱ�hͨ��װ����ת���ij����г�ֱ�� 3 mm����5 mm����״����T,����3 000��� �ȣ�25 ��C����ͬ��Ϊ15 mPa • s�ġ�����һ���� ���۶�����������3 000����Ϊ30 mPa • s ��a��o;�� ��������������������;��� (Me2SiO����Ħ������Ϊ67%��Ph2SiO����Ħ ������Ϊ33%)�Ļ���ᆳ���ϱ�P3�����ˡ�
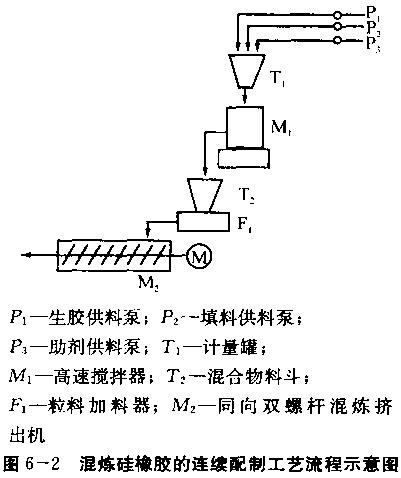
��ȫ�������������500 Lװ�н��轰���뾶Լ 48 cm�ĸ��ٽ�����M,�У���800 r/min��ת�� ��ϣ���ȡ������תʱ�Ķ�������ֵ��������ֵ ����1.5����ֹͣ���裬�Ƶ�݆�壬���˻�� ���϶�T2�С����������Ľ��������������� T2,ʱ��Լ7 min�������ˮ��ȴ���Ƶõ� �����¶�Լ39 ��C��ƽ������ԼeOfxm�����������ԡ����徭���ϼ�����F,��������ͬ��˫ �ݸ˻���������Me�������ٶ�Ϊ1 000��/mb,���ݸ�ת�ٵ��ڼ����ٶȡ�梵��ݸ�ֱ�� (D)Ϊ50 mm���ݸ˳��ȣ�L)Ϊ2 400 mm��L/D= 48,�ݸ�ת��Ϊ0〜1 000 r/min�����ݸ� ��ͲL/D=l〜5���з��幩�Ͽڣ���L/D=20〜22����L/D=36〜38���е�1����2���� �ڣ�L/D=48��Ϊ���Ͽڡ��ڿ��ſڽ���ձã���ѹ������Ҳ�����ڵ�1���ſڼ������ϻ� ������������L/D=0〜10����ˮ��ȴ����L/D= 10〜38���õ������������300 ��C;��L/ D=38〜40����-10 ��(�����䶳Һ��ȴ����ת�У�L/D=36〜38���������¶ȱ�����270 ��C, ��ѹ�´ӵ�2���ſ��ų��ͷ����L/D=38〜40��������һ10 ��C�䶳Һ��ȴ���ų��Ļ��� �¶�Լ90 ��C��������˫�ݸ˻����������е�ͣ��ʱ��Լ75 min��
Ϊ�Ƚϣ��������䷽���������100 L����ϻ��л������ȣ�����150 ��C�»���4 h; ��ȴ���õ��ݸ˼��������ˣ��Ƶû�����������ϡ�����ʱ��Լ8 h��
���ƵõĻ�����˫����������������ȡ��.������ܶȼ�����3 d����ܶȣ����� 100�ݻ�����0.3����DBPMH��˫���������ϻ�Ͼ��ȣ���170 ��C����ѹ�� 10 min���Ƴɺ�2 mm��Ƭ������20CTC�����¶�����4 h�������ܽ��������6-3)������2�ֹ������ƵĻ���������������ͬ��������Ч��������ͬ��
|
��6��3 2�ֹ�֥K ������Ŀ |
.�ƵĻ��������
�������� |
:�����ܱȽ�
��蹤�� |
|
�ܶ�
���� |
242 |
240 |
|
3d�� |
281 |
280 |
|
�۶�AӲ��/�� |
49 |
48 |
|
����ǿ��/MPa |
11.5 |
10.8 |
|
�쳤��/% |
390 |
390 |




 �չ������� 32028102000035��
�չ������� 32028102000035��